Block Out, Relief,& Other Laboratory Procedures For The Construction Of The Metal Framework
Dr.Shanai Mohammed
After the path of placement and the location of undercut areas have been established on the master cast, any undercut areas that will be crossed by rigid parts of the denture (which is every part of the denture framework but the retentive clasp terminals) must be eliminated by blockout.
blockout includes not
only the areas crossed by the denture framework during seating and removal but also (1) those areas not involved that are blocked out for accessibility;
(2) ledges on which clasp patterns are to be placed;
(3) relief beneath connectors to avoid tissue impingement; and
(4) relief to provide for attachment of the denture base to the framework
Blockout is defined as “Elimination of undesirable undercut areas on the cast to be used in the fabrication of the removable partial denture”. It’s the procedure by which the undesirable undercuts on the master cast are eliminated using hard baseplate wax. Since the undercuts are filled with wax, the refractory cast duplicated from the master cast will not have these undercuts.
Types of the block out of the master cast
• Shaped blockout
• Parralelled blockout
• Arbitrarily blockdout
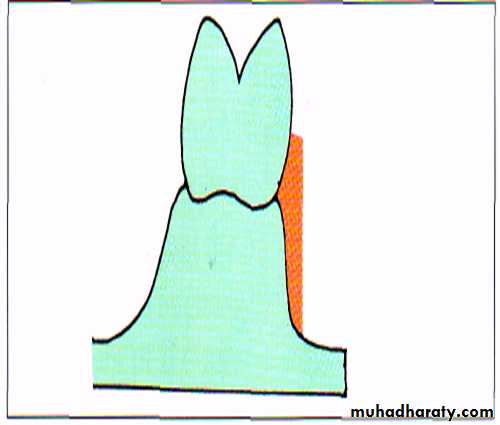
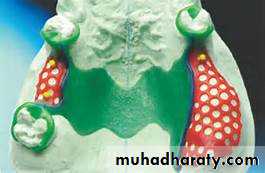
A. Shaped blockout : Ledges or shelves (shaped blockout) for locating clasp Patterns for clasp arms, this procedure is very special because it has totally different purpose. Its done in the undercut of the abutment along the border of the clasp arms. The excess wax form a ledge; this ledge will follow the lower border of the clasp arm drown on the master cast. This blockout will be reproduced as ledge in the refractory cast duplicated from the master cast.

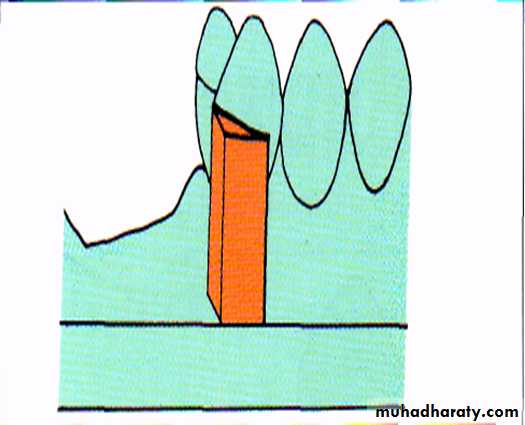
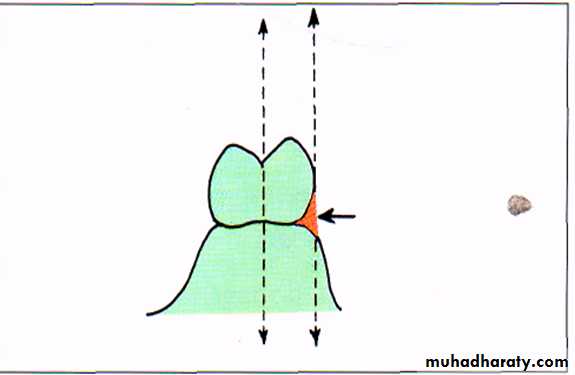
B. Paralleled blockout: it’s the actual blocking out of undercut areas that interfere with the placement of the denture framework, it should be performed on the dental surveyor, with the surveyor blade or diagnostic stylus used as a paralleling device. Hard inlay wax may be used satisfactorily as a blockout material. Its easily applied and is easily trimmed with the surveyor blade. Its necessary for the following areas:
Proximal tooth surfaces to be used as guiding planes.
Beneath all minor connectors
Tissue undercuts to be crossed by rigid connectors.
Tissue undercuts to be crossed by the origin of bar clasps
Deep interproximal spaces to be covered by minor connectors or lingual plates.
Beneath bar clasp arms to gingival margins.

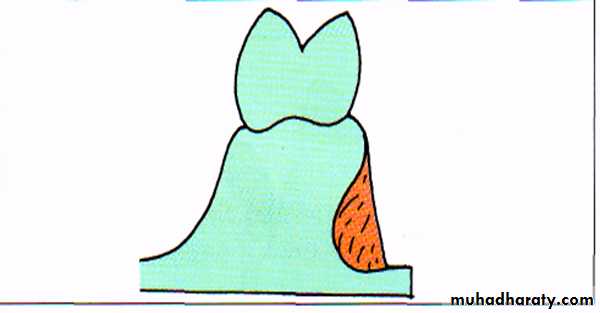
C. Arbitrary blockout: other areas not involved in the denture design are to be blocked out, for avoidance of difficulties in duplication, with wax. It should include the following areas:
All gingival crevices.
Gross tissue undercuts situated below area involved in the design of denture framework.
Tissue undercuts distal to cast framework.
Labial and buccal tooth and tissue undercuts not involved in denture design.

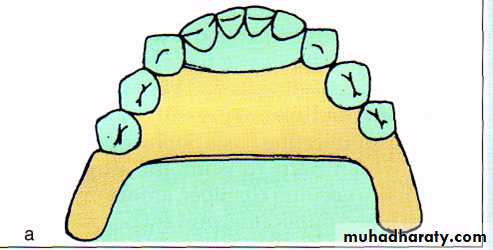
Relieving the master cast
It is defined as, "The procedure of placing a sheet of adhesive wax in certain areas on the master cast to be ' : duplicated so that a refractory cast can be made".The purpose of relieving the master cast with wax is to 1) provide space between certain components of the framework and the adjacent oral structures such as the gridwork minor connector to which the denture base will be attached. the relieved areas on the master cast will be produced as elevations on the refractory cast. Hence, the framework fabricated over the refractory cast will not contact the tissues to be relived in mouth. 2) also, provides a relive in certain area to ovoid tissue impingement (maintains the health of underlying soft tissue). It may include the following areas:
Beneath lingual bar connectors or the bar portion of the linguoplates
Areas in which major connectors will contact thin tissue, such as elevated palatal raphes.
Beneath framework extensions, gridwork minor connectors, onto ridge area for attachment of resin bases.



relive
Master cast ready for duplicationBeading
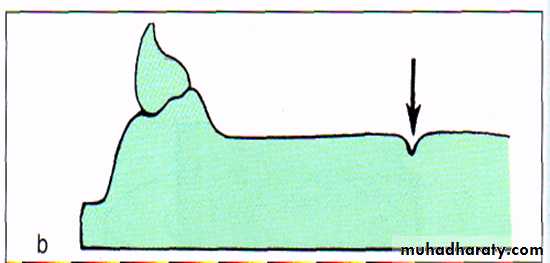
It is defined as, "Scoring a cast with a sharp instrument or Bur in any desired area to provide a seal between the finished prosthesis and the soft tissue".
Beading is nothing but a depression created along the borders of the framework drawn on the cast so that the resultant framework will have an elevation at its borders. This is done only for the maxillary cast to get a good seal

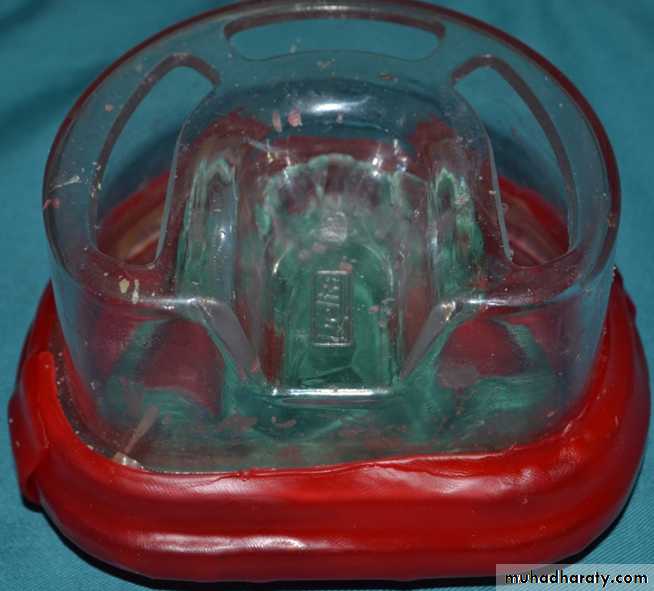
Duplicating of master cast
The blocked, relieved, and beaded master cast should be duplicated so that the resultant refractory cast, is ideal to fabricate the framework. Therefore a stone master cast may be duplicated to preserve the original cast and to allow an investment cast, refractory cast, to be formed.Duplicating materials include both colloidal and silicone materials. Colloidal materials are made fluid by heating and return a gel while cooling.
A duplicating flask. Should contain the fluid material to facilitate its cooling, to support the mold while being filled with the cast material, and to facilitate removal of the cast from the mold without permanent deformation or damage to the mold.
The technique for duplicating is the same for any cast, whether or not blockout is present. however, if wax block is present, the temperature of the duplicating material must not be any higher than that recommended by the manufacturer, to prevent melting and distortion of the blockout material.





Duplication procedure for agar- agar duplicating material:
• Place the blocked-out master cast in a water bath at a maximum temperature of 38º for 5-10 minutes.• Before an impression is taken, the model should be blown dry with gentle stream of air.
• The working temperature of the impression material lies between 38º and 45ºC.
• Cooling of the flask by standing the duplicating material in the air, it may require 60-90 minutes to reach room temperature.
• Mixing the investment material according to manufacturer instructions under vacuum.
• Pouring the mold with the investment material.
• The investment material should be allowed to undergo the full 45 minute hardening time before removal from the mold.
• Drying the duplicate models for one hour at 250ºC in the preheated drying cabinet. When edges turn light brown in color, dip the models in cold hardening solution for 10 seconds and then return them to the drying cabinet until all excess hardening solution has soaked in.
Waxing The Removable Partial Denture Framework
Waxing is fabricating the wax pattern for the framework. Commercially available wax or plastic patterns can be used to fabricate the framework pattern; they are available in wide variety of shapes and gauges (thickness)
Spruing, Investment, Burnout, Casting, And Finishing Of The Removable Partial Denture Framework
After fabricating and finishing the framework pattern, it should be invested and cast to obtained a metal framework.
Investing is defined as the process of covering, wholly or in part, an object such as a denture, tooth, wax form, crown, etc. with a suitable investment material before processing , soldering or casting.
Investing is done by placing the wax pattern with refractory cast in an investing ring. The pattern is surrounded by the investing medium. Sprues are attached to the pattern, which is totally surrounded by the investment.
The sprue channel is the opening that leads from the crucible to the cavity in which the framework is to be cast. For this purpose, they should have proper shape and be large enough to accommodate the entering stream of molten metal into the mold cavity as quickly as possible, but with the lest amount of turbulence sprues also provide a reservoir of molten from which the casting may draw during solidification, thus preventing porosity caused by shrinkage




Burnout: the burnout operation serves three purposes: 1) its drives off moisture from the mold, 2) it vaporizes and thus eliminates the pattern, leaving a cavity in the mold, 3) and it expands the mold to compensate for contraction of metal on cooling.
Casting : the method of casting will vary widely with the alloy and equipment used. All methods use force to quickly inject the molten metal into the mold cavity. This force may be centrifugal or air pressure.
Finishing and polishing: actual polishing procedures may vary widely according to personal preference for certain abrasive shapes and sizes. However, the following several rules for finishing the casting are important
• High speed are preferable to low speeds
• The wheels points and speed of their rotation should do the cutting. Excessive pressure heats the work, crushes the abrasive particles, causes the wheels to block and glaze, and slows the cutting.
• A definite sequence for finishing should be adapted and followed for every framework
• Clean polishing wheels should be used.
• Be sure that each finishing operation completely remove all scratches left by the preceding one