
Solids Mixing
Dr. Myasar Alkotaji22-2-2014
FundamentalsBasically, it is the same as liquid mixing but differs in the behavior of the powder. Segregation of particles is a result of gravity effect on an agitated powder and granules and it can occur during mixing and handling of the powder. When mixing formulations where there is a relatively low proportion of active ingredient(s) a more even distribution may be obtained by building up the amount of material in the mixer sequentially. This may be achieved by initially mixing the active component(s) with an approximately equal volume of diluent (s). Further amounts of diluents, equal to the amount of material in the mixer, can then be added and mixed, the process being continued until all material has been added.
It may be more appropriate to pre-blend the active component with a diluents in a smaller mixer prior to transferring it to the main mixer in cases where the amount of active ingredient is very small.
Mixing Mechanisms
solids mixing proceeds by a combination of one or more mechanisms. All three mixing mechanisms are likely to occur in a mixing operation. Which one predominates and the extent to which each occurs will depend on the mixer type, mixing process conditions (mixer load, speed etc.) and the flowability of the powder components.Convective mixing
convective mixing can occur by an inversion of the powder bed, by means of blades or paddles, by means of a revolving screw, or by any other method of moving a relatively large mass of material from one part of the powder to another.i.e. It's the movement of group of adjacent particles from one place to another within a mixture (macro-mixing). However, mixing does not occur within the group of particles moving together as a unit and thus in order to achieve a random mix, an extended mixing time is required.
Shear mixing
Shear mixing occurs when a 'layer' of material
moves/flows over another 'layer'. This might be due to the removal of a mass by convective mixing creating an unstable shear/slip plane, which causes the powder bed to collapse. It may also occur in high shear mixers or tumbling mixers, where the action of the mixer induces velocity gradients within the powder bed and hence 'shearing' of one layer over another.Diffusive mixing or mixing by (diffusion (micro-mixing
It occurs when random motion of particles within a powder bed causes them to change position relative to one another. Such an exchange of positions by single particles results in a reduction of the intensity of segregation.Diffusive mixing occurs at the interfaces of dissimilar regions that are undergoing shear and therefore results from shear mixing. It may also be produced by any form of agitation that results in interparticulate motion.
The mixing of particles whose surfaces are non conducting (electrically) often results in the generation of surface charges, as evidenced by a tendency of the powder to clump following a period of agitation.
Charging of powder beds and the undesirable effects it produces can be prevented or reduced in many cases by surface treatment, which is usually accomplished by adding small amounts of surfactants to the powder, thereby increasing the conductivity of the surface. The problem can also be solved in some cases by mixing under conditions of increased humidity (above 40%).
Segregation Mechanisms
Segregation is the opposite effect to mixing, i.e. components tend to separate out. This is very important in the preparation of pharmaceutical products, because if it occurs, a mix may change from being random to being non-random, or a random mix may never be achieved. Care must be taken to avoid segregation during handling after powders have been mixed, e.g. during transfer to filling machines, or in the hopper of a tablet/capsule/sachet-filling machine.
Particulate solids tend to segregate by virtue of differences in the size, density, shape, and other properties of the particles of which they are composed. The process of segregation occurs during mixing as well as during subsequent handling of the completed mix, and it is most pronounced with free-flowing powders.
Powders that are not free-flowing or that exhibit high forces of cohesion or adhesion between particles of similar or dissimilar composition are often difficult to mix owing to agglomeration. The clumps of particles can be broken down in such cases by the use of mixers that generate high shear forces or that subject the powder to impact. When these powders have been mixed, however, they are less susceptible to segregation because of the relatively high inter particulate forces that resist interparticulate motion leading to unmixing.
Approachs to prevent segregation
Selection of particular size fractions (e.g. by sieving to remove fines or lumps) to achieve drug and excipients of the same narrow particle size range.• Milling of components (size reduction) either to
reduce the particle size range (this may need to
be followed by a sieving stage to remove fines) or to ensure that all particles are below approximately 30 um - at which size segregation does not tend to cause serious problems (but may give rise to aggregation)
• Controlled crystallization during production of
the drug/excipients to give components of a
particular crystal shape or size range;
Selection of excipients which have a density similar to the active component (s); there is usually a range of excipients that will produce a product with the required properties;
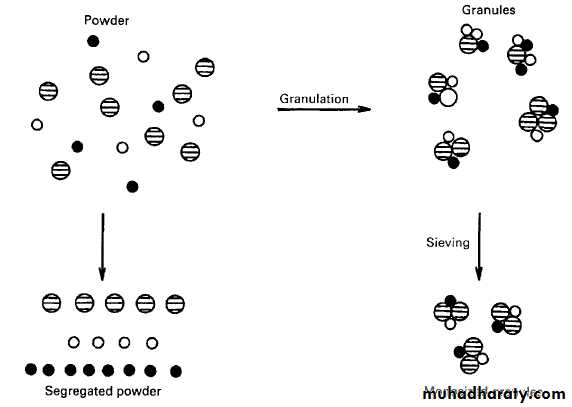
• Granulation of the powder mix (size enlargement) so that large numbers of different particles are evenly distributed in each segregating unit/granule.
Reduce the extent to which the powder mass is
subjected to vibration or movement after mixing;• Use filling machine hoppers designed so that
powder residence time is minimized;
• Use equipment where several operations can be
carried out without transferring the mix, e.g. a
fluidized-bed drier or a high-speed mixer/granulator for mixing and granulating;
• Production of an 'ordered' mix. if one powder is sufficiently small (micronized) it may become adsorbed on to the 'active sites' on the surface of a larger 'carrier' particle and exhibit great resistance to being dislodged.
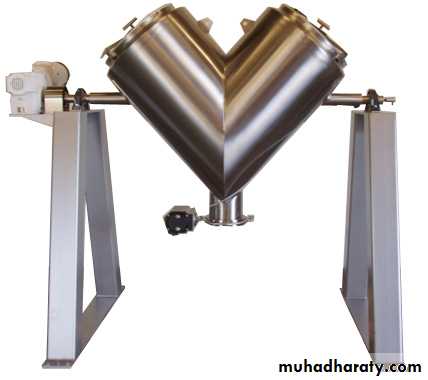
Batch mixer1- Tumbling mixer
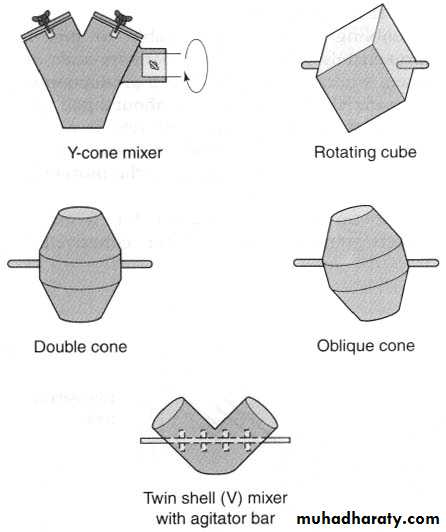
Tumbling mixers are commonly used for the
mixing/blending of granules or free-flowing powders.There are many different designs of tumbling mixer, e.g. double-cone mixers, twin-shell mixers, cube mixers, Y-cone mixers and drum mixers.
It is now common to use
intermediate bulk containers (IBCs)
both as the mixer bowl and to
either feed the hopper of a tablet
or capsule machine or as the hopper
itself.
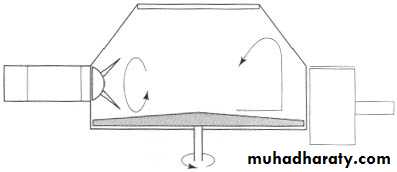
Mixing containers are generally mounted so that
they can be rotated about an axis. When operated atthe correct speed, the tumbling action indicated in
Figure 13.8 is achieved. Shear mixing will occur as a
velocity gradient is produced, the top layer moving
with the greatest velocity and the velocity decreasing
as the distance from the surface increases. When the
bed tumbles it dilates, allowing particles to move downwards under gravity, and so diffusive mixing
occurs.
Too high a rotation speed will cause the material to be held on the mixer walls by centrifugal force, and too low a speed will generate insufficient bed expansion and little shear mixing.
The addition of 'prongs', baffles or rotating bars will also cause convective mixing, for example the V-mixer with agitator bar.
Tumbling mixers are available to mix from approximately 50 g, e.g. for laboratory-scale development work, to over 100 kg at a production scale.
The material typically occupies about a half to twothirds
of the mixer volume. The rate at which the
product is mixed will depend on mixer design and
rotation speed, as these influence the movement of
the material in the mixer.


A common use of tumbling mixers is in the blending of lubricants, glidants or external disintegrants with granules prior to tableting.
The Turbula shaker-mixer (WAB, Switzerland) is
a more sophisticated form of tumbling mixer thatuses inversional motion in addition to the rotational
and translational motion of traditional tumbling
mixers. This leads to more efficient mixing and
makes it less likely that materials of different sizes
and densities will segregate.
The efficiency of tumbling mixers is highly dependent on the speed of rotation. Rotation that is too slow does not produce the desired intense tumbling or cascading motion, nor does it generate rapid shear rates. On the other hand, rotation that is too rapid tends to produce centrifugal force sufficient to hold the powder to the sides of the mixer and thereby reduce efficiency. So the optimum rate of rotation depends on the size and shape of the tumbler and also on the type of material being mixed, but is commonly in the range of 30-100 rpm.
High-speed mixer-granulators
In pharmaceutical product manufacture it is often preferable to use one piece of equipment to carry out more than one function. An example of this is the use of a mixer-granulator As the name suggests, it can both mix and granulate aproduct, thereby removing the need to transfer the product between pieces of equipment and so reducing the opportunity for segregation to occur.

The centrally mounted impeller blade at the bottom of the mixer rotates at high speed, throwing the material towards the mixer bowl wall by centrifugal force.
The material is then forced upwards before dropping back down towards the centre of the mixer. The particulate movement within the bowl tends to mix the components quickly owing to high shear forces (arising from the high velocity) and the expansion in bed volume that allows diffusive mixing.
Once mixed, granulating agent can be added and granules formed in situ using a slower impeller speed and the action of the side-mounted chopper blade.
Because of the high-speed movement within a mixer-granulator, care must be taken if material fractures
easily. This, and the problems associated with
overmixing of lubricants, means that this type of
mixer is not normally used for blending lubricants.
Fluidized-bed mixersThe main use of fluidized-bed equipment is in the drying of granules or the coating of
multiparticulates . Fluidized-bed equipment
can, however, be used to mix powders prior to
granulation in the same bowl.
